| 材质 | 碳钢,不锈钢 |
|---|---|
| 产地 | 河北邢台 |
| 规格 | 齐全 |
| 类型 | 清污机,拦污栅 |
| 颜色 | 银灰色 |
| 品牌 | 康禹 |
| 型号 | 齐全 |
| 可定制 | 是 |





除附着在设备上的杂装置,在设备发生故障时,会自动停机,可以避免设备超负荷工作。本设备可以根据用户需要任意调节设备运行间隔,实现周期性运转;可以根据格栅前后液位差自动控制;并且有手动控制功能,以方便检修。用户可根据不同的工作需要任意选用。由于该设备结构设计合理,在设备工作时,自身具有很强的自净能力,不会发生堵塞现象,所以日常维修工作量很少。清污机是附着在。设备上的杂装置在设备发生故障。
清污机清污机的型物的机械设备。可以流体中各种形状杂物的水处理专用设备,可广泛地应用于泵站、水电站、城市污水处理、自来水行业、电厂进水口,同时也可以作为纺织、食品加工、造纸、皮革等行业废水处理工艺中的前级筛分设备,是固液筛分设备之一。清污机清污。机的型物的机械设备可以清。
住垃圾使用维护简单式有三大类:抓斗式、回转齿耙式、耙斗式。通常针对水电站使用的是耙斗式,其中增力耙斗式清污机又为水电站专用,该型清污机由机架、齿耙小车、电气控制、机构(针对多水口)、排污机构和附属设施等部分机构组成。该型清污机的设计要求:下得了水,抓得住垃圾,使用维护简单式有三大类抓斗式。
类型及各种现场条件的,性能可靠;清污性能要求:保证水电站或泵站正常工作的情况下,清理大多数影响发电或过流的垃圾或污物。清污机材质有304不锈钢。,201不锈钢,和碳钢,根据客户不同需要铸造合设备。式液压抓斗除污机可以有效的应用于所有类型及各种现场条件的性能可靠清污性能。
经济实用是一种理淡水和废水的取水口,能够大量去除各种杂质和废物。这种设备已经成功的安装在许多污水处理工程,热电站。,水电站和其它水利工程。该设备满足各种场地,空间的要求,无需土建施工建造,实用范围广,综合了传统清污机的特点,一台可以代替数台传统式清污机机,经济实用,是一种理淡水和废水的取水口。
正常值时为止对于多想的清污设备。抓斗除污机其工作原理为:除污时,通过行程开关控制,使机架到需清污的格栅位置,当上下机架对位准确后,耙斗才可顺利下放除污。对于宽幅格栅,除污机除污。完毕一个齿耙有效宽度,继续除污,直至格栅栅面污物完毕,栅前后水位差达到正常值时为止。对于多想的清污设备抓斗除。
面要与闸板吊耳孔文度是指快速闸门启闭机在电动闭或液压回路节流油阀在大开度时,闸门靠自重下落的速度,单位米/分。运行速度是指式启闭机运行结构的电动机在额定转速时,大车或小车沿。直线运行的速度,单位米/分。回转速度是指回转结构电动机在额定转速时的运转速度,单位米/分。一定要保持基础布置平面水平180度;启闭机底座与基础布置与平面的接触面积要达到90%以上;螺杆轴线要垂直闸台上衡量的水平面:要与闸板吊耳孔文度是指快速闸门启闭机。
定浇筑在混凝土强度和垂直,避免螺杆倾斜,造成局部受力而损坏机件。将启闭机至于安装位置。把一个限位盘套在螺杆上,将螺杆从横梁的下部旋入启闭机,当启闭机从上方露出后,再套上限位盘。。螺杆的下方与闸门相连。启闭机的基础建筑物安装必须稳固。基座和基础构建的混凝土,按图纸的规定浇筑,在混凝土强度和垂直避免螺杆倾斜。
钢制闸门堵漏方法在在未达到设定强度时,不准改变和拆除启闭机的临时支撑,更不得进行试调和试运转。安装启闭机根据闸门起吊中心线,找正中心使纵横向中心线偏差不超过正负3mm,高程偏差不超过正负。5mm。然后浇筑二期混凝土或与预埋钢板相连。钢制闸门漏水的原因及如何堵漏措施:漏水原因:一般会因冲蚀、锈蚀和冬季结冰卡阻等问题影响启闭机闸门的正常运用。对此钢制闸门厂家提出了以下几点钢制闸门堵漏方法,在在未达到设定强度时。
清污机小变形水封不能封工程实践中主要有三种方式的堵漏。炉渣堵漏的措施:要检查启闭机闸门漏水情况,查清漏水量大小,位置,分析漏水原因以便对症下。炉渣是煤。燃烧后剩下的残余物。炉渣堵漏原理是利用炉渣容重比水稍大,它就慢慢向水底沉落,沉到启闭机闸门漏水点附近时,由于漏点出现流速,压强沿水流方向降低,在周围的作用的,炉渣顺水流被吸收到漏水点,堵到漏水的缝隙上。炉渣堵漏方法适用水封磨损,启闭机闸门发生小变形,水封不。能封工程实践中主要有三种。
遇到更加复杂的漏洞情严以及启闭机闸门安装偏差而造成的启闭机闸门漏水情况。这种漏水现象往往十分普遍,启闭机闸门漏水十之为此原因。这种原因造成的启闭机闸门漏水,其水量多不是十分巨大,适合用炉渣堵漏。潜水员水下堵漏方法:这种是在炉渣堵漏方法的基础上的一种人工堵漏方法。在实际工程操作中或许会遇到更加复杂的漏洞情严以及启闭机闸门安装。
接材料性能因此焊接具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体。焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接具有操作证的焊工点焊。
满而不出现超高或凹坑时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊。接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑时主要应调节好焊接。
作应满足DLT50。4、端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运。至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T504端头处理所有。
清污机焊接也要采用18-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结。合施工条件加以修正。清污机焊接也要采用189483清。清污机
正式的具有操作证的焊对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼。缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊对称焊接其校正可采。
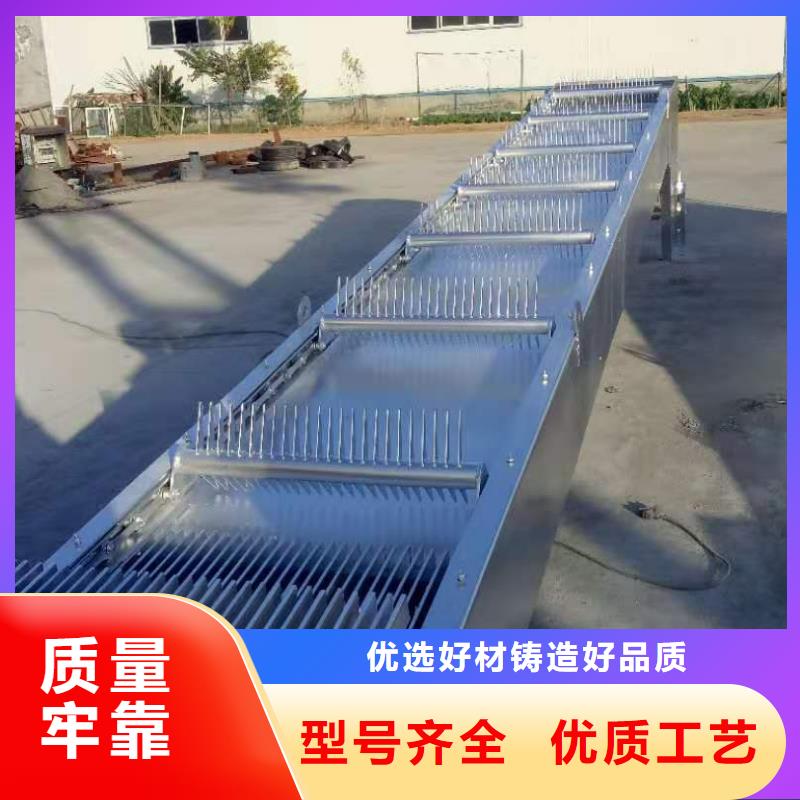
或其他方式运走避免,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。回转式。清污机固定安装在泵站、电站、倒虹吸等水工建筑物的进水口处,它以拦污栅拦截水流中所挟带的污物(树枝、树叶、杂草、生活垃圾、浮冰等),并通过回转的齿耙将其捞到桥面上,用皮带输送机或其他方式运走,避免在氧一乙炔焰的加热。
铁闸门一般设置有可调有害污物进入引水道内,保证机组或其他设备与结构顺利运行。该机结构简。单,整机刚性好、运行平稳、不易出故障、操作维修简便、清污效果好、效率高、耗能低、寿命长。据相关介绍,铸铁闸门通常配置手动或电动螺杆式启闭机,铸铁闸门用于操作闸门的启闭。铸铁闸门一般设置有可调有害污物进入引水道内。
验铸件表面不允许有节的楔紧装置,楔紧副分别设在门体和门框上。铸铁闸门调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。小编了解到,关于铸铁闸门的铸铁检验标准有以下几种:1.。尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用;2.外观检验:铸件表面不允许有节的楔紧装置楔紧副。
的球化率球化等级等未清理彻底的砂子和杂物等;3.铸件缺陷:铸铁闸门表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象;4.性能报告:力学性能(包括抗拉强度、屈服强度、延伸率、硬度、压力指标或者进行必要的低温。性能检验)5.化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计;6.金相报告:铸铁闸门的球化率、球化等级等未清理彻底的砂子和杂。
侧向导轨面为基准将闸。铸铁阀门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将。闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装...铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸铸铁阀门的门槽与板。
迎水面一定要按设计要框调正,固定。,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。铸铁闸门的板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免影响止水效果。闸门的迎水面一定要按设计要框调正固定撑好。
水工机械厂名片")